As the leading manufacturer of slewing bearings, our aim is to create solutions and manufacture products that have an above average service life, even while being subjected to harsh operating conditions.
Find out how a slewing bearing is created through processing a billet steel:
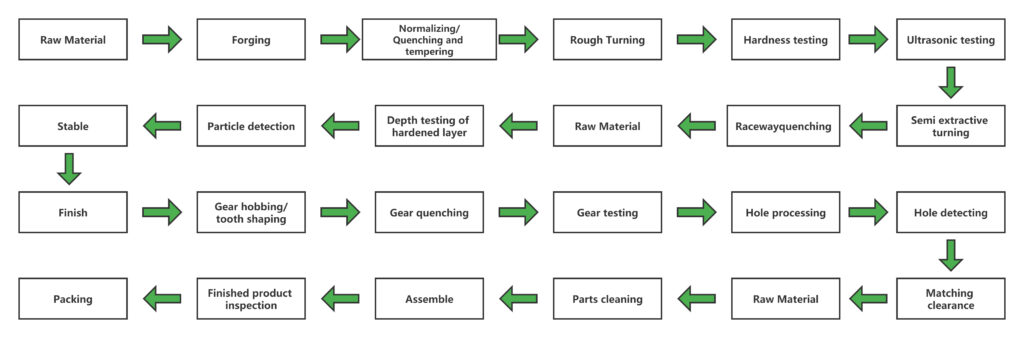
Processing process flow diagram of slewing bearing
There are dozens of production processes for slewing bearings from raw materials to finished products, and each step has strict inspection procedures. Longwei is committed to creating high-precision and high-reliability slewing bearings.
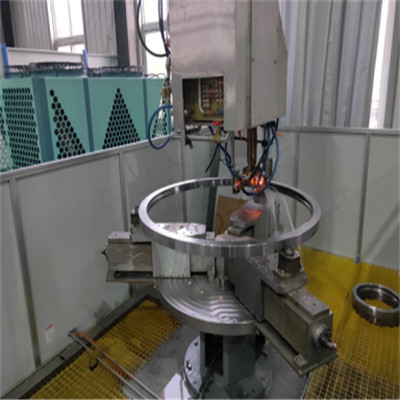
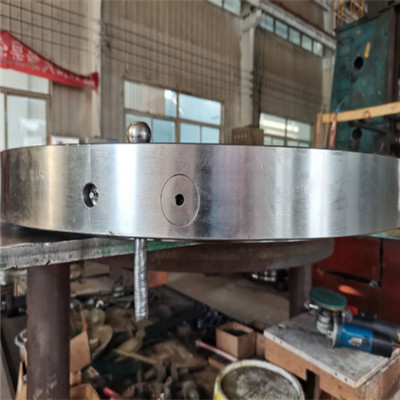
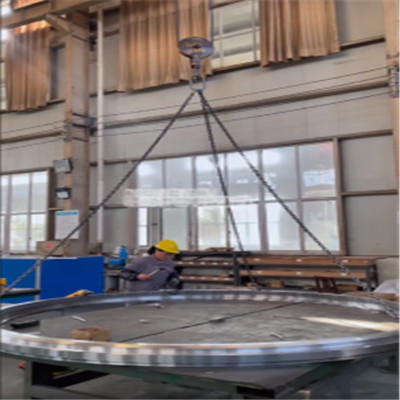
1.In the first step, the seamless rolled ring is machined.
The ring is placed centrally on a horizontal table of a CNC vertical lathe. After machining one side, it is then turned and machined from the other side. In this machining step, the program-controlled turning of the contours takes place. These include the surfaces, pilots, steps, seal grooves, chamfers and raceways for the rollers or balls of the bearing.
Forging ring
Forging material: 50Mn, 42CrMo, etc.
Incoming raw metarial (billet steel)
Sawing
Ring roll ( natural gas heating furnace )
Press machine
Ring mill
Quench and temper
2.In the Second step:
Turning
Processing rang: 100-4500mm Processing precision: Grade IT 10
3. Driling plug and pin holes
4. Raceway turning
Processing range: 100-4500mm
Processing precisiong: Grade IT 8
5. Hardening
Hardening increases the wear resistance and thus the service life of the raceways and gearing. Heavy trained surfaces are surfaced hardened by an induction hardening process. These surfaces include the raceways and the gear teeth, if required by the design. The application area of the product determines the hardening process that is used, for example: Raceway Heat Treatment(quenching) Hardness range: 55-62HRC Quenching depth: 2-8mm Automatic tracking Real-time monitoring
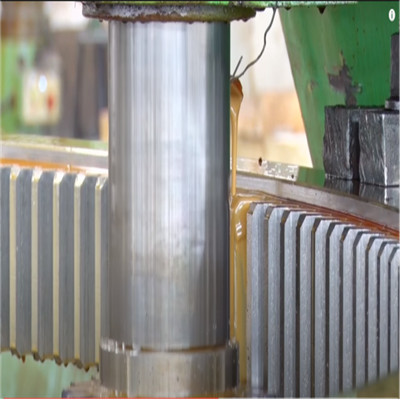
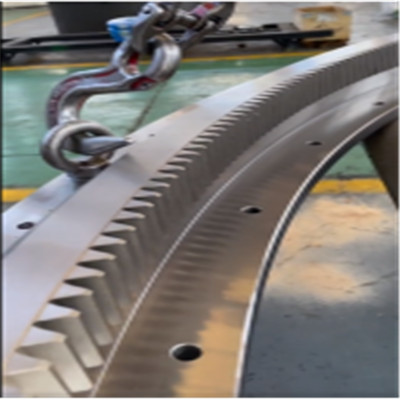
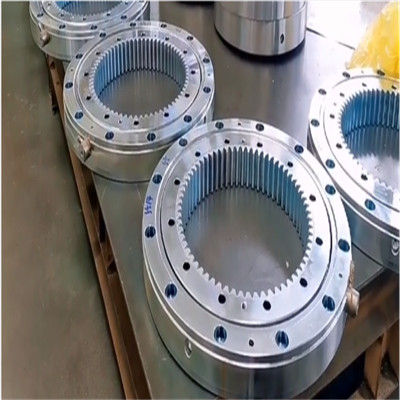
Gears can be cut either on the outer or inner ring. The gears are cut in several passes by the designated tooling. Gear cutting can be completed using one of the following processes:
First, the drilling takes place. A chamfer is then created at the top and bottom of the entrance. If required, an additional thread can be cut into the bore
Ensure the accuracy of hole position
Drilling the hole by CNC / Chamfer of threaded holes Numerous bores are arranged in rows in the axial direction for mounting the bearing and the load support. Between them are threaded holes for the stop screws in order to lift the bearing by crane.
Processing range:100-4500mm ; Processing precision: Grade 7-8 ; Surface roughness: 0.8-1.6 Depending on the design and required tolerances, the finishing of the product is carried out either by hard turning or by grinding. A combination of the two processes is also possible.
For an optimum surface quality, raceways and contact surfaces are machined with a hard ceramic cutting tool prior to the assembly.
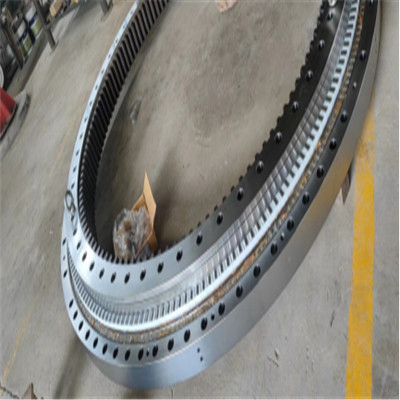
12. Assembly
For the assembly, the rings are positioned on a rotating table. The specified number of balls or rollers are installed into the raceway. The seals are then fitted between the outer and inner rings on the top and bottom sides, and the gap between the rings is checked for uniformity.
Grinding the teeth and polish the plug
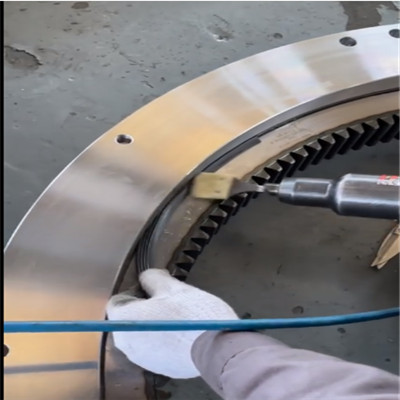
Mounted the plug
Install the oil cap
Clean the mounting hole
Assembly the roller and spacer for slewing bearing
Sealing strip
Deburring and Cleaning
Deburring items: plug, soft zone, tooth chamfer, descaling, cleaning, etc.
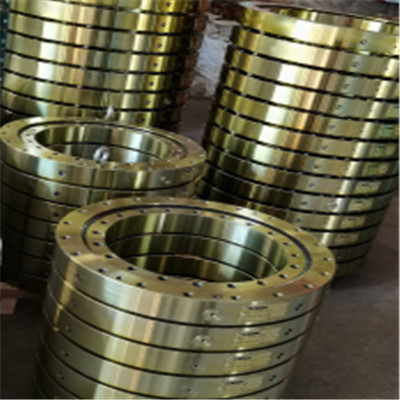
Zinc planting surface
Polishing the surface and Brush yellow hard film anti-rust oi
The slewing ring is then lubricated, cleaned and a surface coating is applied
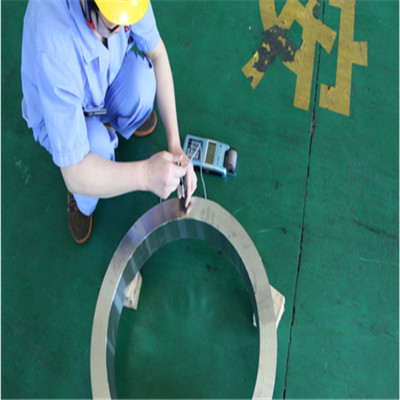
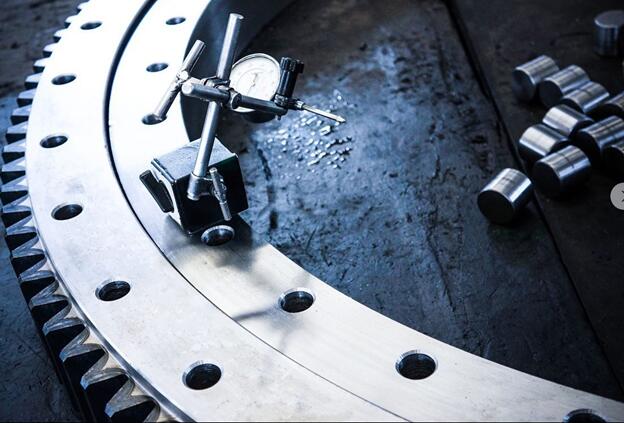
13. Inspection
Full size inspection: dimensional accuracy, raceway hardness, axial clearance, radial clearance, axial runout, gear radial runout, gear accuracy tooth surface hardness, rotational flexibility, appearance, documentation, etc. Imported advanced equipment is used to detect the depth of induction hardened layer on the surface of various steel materials(non-destructive testing). Hard layer depth detection after raceway heat treatment (no slicing, direct measurement).
Hardness of outer and inter ring after normalizing and tempering test
Raceway hardness test:range:55-62 HRC
UT test cracks and other defect
Fluorescent magnetica particle flaw defection
Three coordinates
It is used to detect the straightness, flatness, roundness, cylindricity, profile, perpendicularity, parallelism, inclination,coaxiality, concentricity, symmetry, position, compound position, curve profile, Surface profile, radial circular runout, radial full runout, end face circular runout, end face full runout, etc.
Measuring range: X=1000, Y=2000, Z=800mm;
Measuring accuracy: 3.0 +L/250 µm (L:mm)
Finished product test: Clearance runout appearance and rotation flexibility
The company has complete research and development, verification and inspection equipment, and currently there are more than 20 kinds of equipments in the factory, including automatic turret microhardness tester, microcomputer-controlled universal testing machine, metallographic microscope, magnetic particle flaw detector, digital ultrasonic flaw detector, bearing measuring instrument, Leeb hardness tester, ultrasonic surface quenching layer thickness gauge, three coordinates, etc. A variety of testing and control methods are used to escort the manufacture of high-quality products.
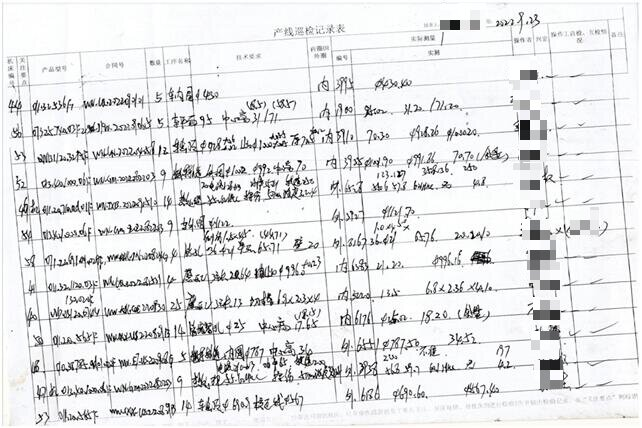
Traceable process inspection. In the process of processing, each production process is carried out of Inprocess Quality Control (IPQC) and recorded, to ensure the reliability of each product thereby.
14. Package and dispath
Wrap shrink film
Wrapping rust-proof kraft paper and braided tape
Wrap anti-rustpaper at the highest point Of teeth
Load into plywood wooden boxes
Technical and Production support
As a renowned manufacturer of slewing bearings, it is our aim to manufacture products and create solutions that operate reliably over the long term even in extreme environments and have an above-average service life.
Head of Production
MR. Shichuan FENG
Head of Production
Quality Assurance and shipping of a slewing bearing
The final inspection of the finished product is carried out internally by the certified quality assurance department or together with the customer and/or a designated 3rd party. During this process, the functionality and geometry are checked in detail. The basis for the inspection is the specifications that were agreed to during the design development or those specified in the contract. The test results are recorded in a written test report and in the QA documentation. The scope of the documentation is defined together with the customer in advance.
After the final inspection, the slewing ring is ready to be properly packaged by our logistics department and readied for shipment. The transport takes place either directly to the construction site on site or initially to a seaport or airport. If the transport cannot be carried out with the standard modes of transport, special trucks, ships and aircrafts are used.
As a reliable slewing bearing manufacturer with production facilities ,LONGWEI stands for high-quality products and innovative solutions that are designed and manufactured according to all customer requirements, comprehensively and meticulously inspected before delivery and safely shipped to the final destination. Traceable process inspection. In the process of processing, each production process is carried out of Inprocess Quality Control (IPQC) and recorded, to ensure the reliability of each product thereby.
Miss : hongmei Shi :
Head of Quality Control Department
R&D for slewing bearings
The functional demands placed on this highly technical product in terms of size, rotational properties, load capacity and service life are constantly changing as a result of dynamic markets. Whether, for example, a tunnel boring machine has to bore ever larger tunnels or wind turbines are getting bigger and bigger – we always find a suitable bearing solution. In addition, the portfolio is constantly being developed and improved through cooperations with our customers, universities and external research institutes.
Consulting and service – complete product support from a single source
From planning and design to construction and delivery, LONGWEI is always at your side as a reliable partner. We support you long beyond the warranty period to ensure the slewing bearing reaches its full service life. We offer assistance during installation and commissioning, inspection and maintenance services while the bearing is installed.
Would you like more information about our bearing types, bearing selection and installation, service and much more? Then download our catalog.